



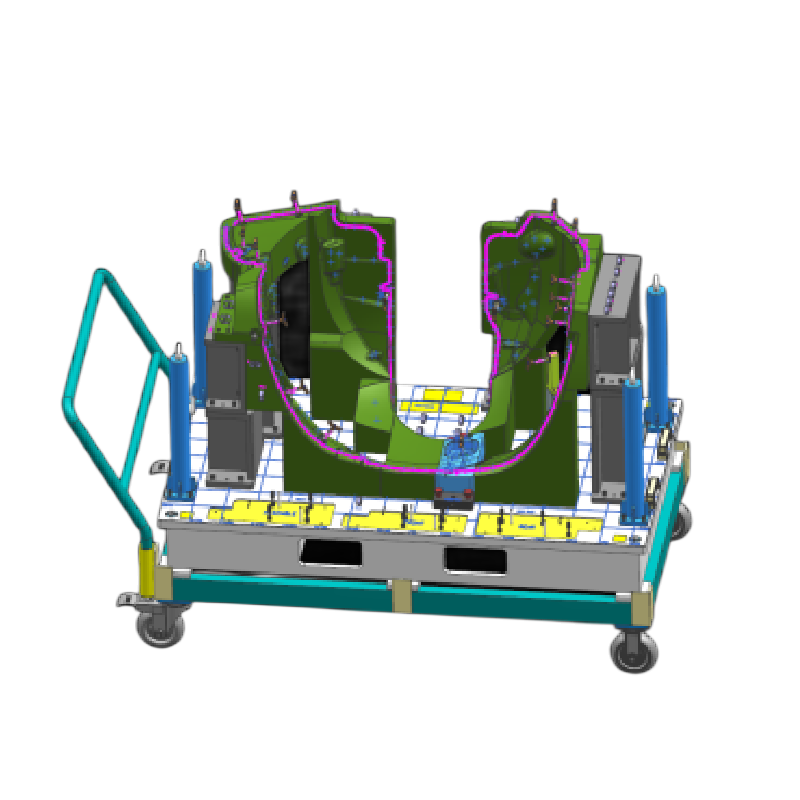
Dispositif de contrôle en plastique simple pour revêtement de passage de roue
Vidéo
Fonction
Pour le contrôle de l'inspection de la qualité Wheel House Liner CF et le soutien pour améliorer le taux de capacité de la ligne de production automobile.
spécification
| Type de luminaire : | Doublure de passage de roue CF |
| Taille: | 1800*900*1500 |
| Lester: | 145KG |
détails du produit

Utilisation et entretien
X167 s'utilise en lieu et place de la pièce à l'épreuve sous plate-forme de lieu d'essai, barre d'appui comprenant la barre d'appui horizontale et la barre d'appui verticale, la barre d'appui horizontale est fixée sur le socle, la barre d'appui de niveau placée sur un micromètre, dont le caractère est : Micromètre et fixé sur le cylindre, le cylindre est fixé sur la plaque fixe, une plaque fixe à travers le premier dispositif de transmission fixé sur la barre de support horizontale, le premier dispositif de transmission comprenant un niveau à l'intérieur de la barre de support d'abord pour la cavité, placé dans la première la première vis pour la cavité, dans la première vis de réglage sur le premier bloc fixe, le premier pour ouvrir la première longue fente pour la surface de la cavité, le premier bloc fixe à travers la première longue rainure près de la paroi de la cavité de la cavité de logement, le premier bloc fixe est pourvu d'un trou fileté avec la première vis;Placez le bas de la table horizontalement.
Relié à un deuxième bloc fixe, la base est munie d'une deuxième vis, reliée à la deuxième vis du deuxième moteur, la surface de base est placée sur la plaque est munie d'une deuxième longue rainure, le deuxième bloc fixe est muni d'interne filets et sertis sur la deuxième vis, le deuxième bloc fixe et la deuxième longue paroi de rainure se ferment et prolongent la surface de la plaque ;Une pluralité de blocs de support sont disposés sur la plate-forme horizontale, et la surface du bloc de support est disposée en arc et à proximité de celui-ci
Surface de travail à la pièce à mesurer.
La paroi latérale est pourvue d'un orifice de connexion, et la ventouse à pression négative est connectée à la surface du bloc de support, et la ventouse à pression négative est proche de la surface du bloc de support, et l'adhésif est fixé.Selon un outil d'inspection de pont mentionné dans la revendication.
Le premier cylindre est muni d'un bloc carte, le plateau fixe est muni d'un logement carte, bloc carte carte.
Dans la fente pour carte, l'extrémité de la plaque fixe est perpendiculaire à la plaque fixe est munie d'une plaque verticale, la plaque verticale est ouverte avec un trou rond, le deuxième cylindre est fixé dans la plaque verticale et la tige de piston est connectée au premier cylindre à travers le trou rond.
Moins d'écart dans le processus d'assemblage.L'outil d'inspection de l'art antérieur 03 est fixé par la collecte, et le micromètre est fixé par la collecte, qui est entraînée par le vérin ou directement réalisée manuellement.
Détection, cette méthode de détection existe dans la décharge à la pièce.
Une série de problèmes, tels que la déviation, existent dans le processus de mise à niveau, ce qui affecte sérieusement la précision de détection du testeur.Le modèle d'utilité fournit un nouveau type d'outil de vérification de la cabine, qui peut résoudre les problèmes techniques ci-dessus.Le modèle d'utilité est réalisé par le schéma technique suivant : un outil d'inspection de cabine comprend une base et une tige de support, la base est munie d'une plate-forme de placement pour placer la pièce à tester, la tige de support comprend une tige de support horizontale et une tige verticale tige de support, la tige de support horizontale est fixée sur la base et la tige de support horizontale est placée sur la base Micromètre, le micromètre est fixé sur le premier cylindre, le premier cylindre est fixé sur la plaque fixe, la plaque fixe est fixée sur le tige de support horizontale à travers le premier dispositif de transmission, le premier dispositif de transmission comprend un support horizontal.
La première cavité de logement dans le poteau, la première vis placée dans la première cavité de logement, est sertie dans la première.
Le premier bloc fixe sur la vis, la première surface de cavité de logement est pourvue d'une première longue rainure, le premier bloc fixe à travers la première longue rainure à proximité de la paroi de la cavité de logement, le premier bloc fixe est agencé avec la première vis.
Une pluralité de blocs de support, surface de bloc de support disposée en arc, à proximité de la surface de la pièce à tester.De préférence, la plate-forme de placement et le bloc de support sont pourvus d'une voie respiratoire connectée, et la voie aérienne se trouve sur la plate-forme de placement.
Le flux de travail
1. Reçu le bon de commande--—->2. Conception--—->3. Confirmation du dessin/des solutions--—->4. Préparez le matériel--—->5. CNC--—->6. MMT--—->6. Assemblage--—->7. CMM-> 8. Inspection--—->9. (Inspection 3ème partie si besoin)--—->10. (interne/client sur site)--—->11. Emballage (boîte en bois)--—->12. Livraison
Tolérance de fabrication
1. La planéité de la plaque de base 0,05/1000
2. L'épaisseur de la plaque de base ± 0,05 mm
3. La référence de localisation ± 0,02 mm
4. La surface ± 0,1 mm
5. Les goupilles et les trous de vérification ± 0,05 mm






.png)
.png)